Le brasage est une opération d’assemble différente de celles du soudage. Cette technique est traitée ici afin d’en connaitre les principes et de faire la différence avec le soudage. Le brasage fort sera la première partie de ce sujet traité dans ce blog.
Définition du brasage
Le brasage est par définition une opération d’assemblage qui consiste à interposer entre les deux matériaux à assembler un alliage d’apport présentant un intervalle de solidification inférieur à celui des matériaux de base.
Définition du brasage fort
Le brasage fort est une opération d’assemblage hétérogène par recouvrement dans laquelle seul le métal d’apport utilisé fond à une température supérieure à 450° Celsius.

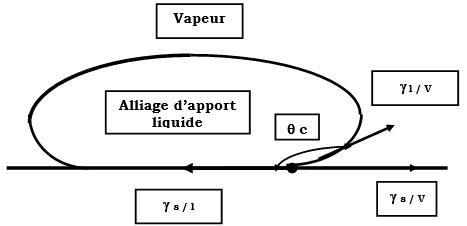
Définition de la mouillabilité
C’est la propriété d’un liquide à s’étaler sur la surface d’un support. Cette propriété se quantifie par la mesure de l’angle de raccordement formé par le liquide sur la surface.
Un angle inférieur à 90° indique que le liquide possède de bonnes caractéristiques de mouillage. Un faible angle conduit à une tension superficielle inférieure à la tension inter faciale.
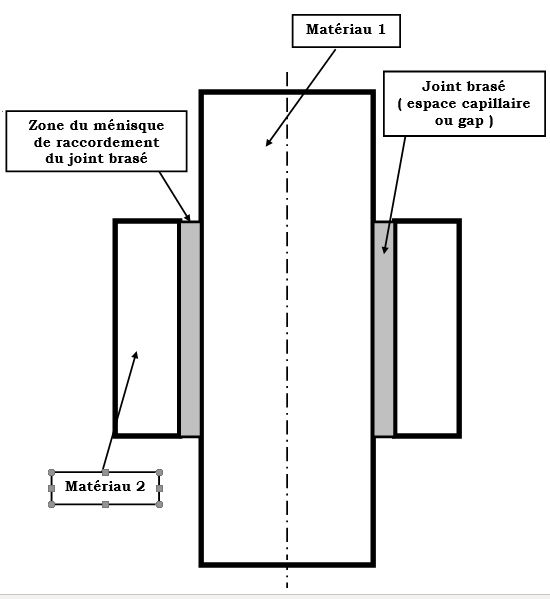
Définition de la capillarité
Le brasage utilise le principe de la capillarité.. C’est la propriété d’un liquide à remonter sur les parois d’un tube capillaire ou sur les parois de pièces plaquées. Plus un liquide a de faibles tensions superficielles, plus il remonte dans le tube. Plus le jeu est faible entre les parois (j < 0,1 mm), plus le liquide remonte sur les parois.
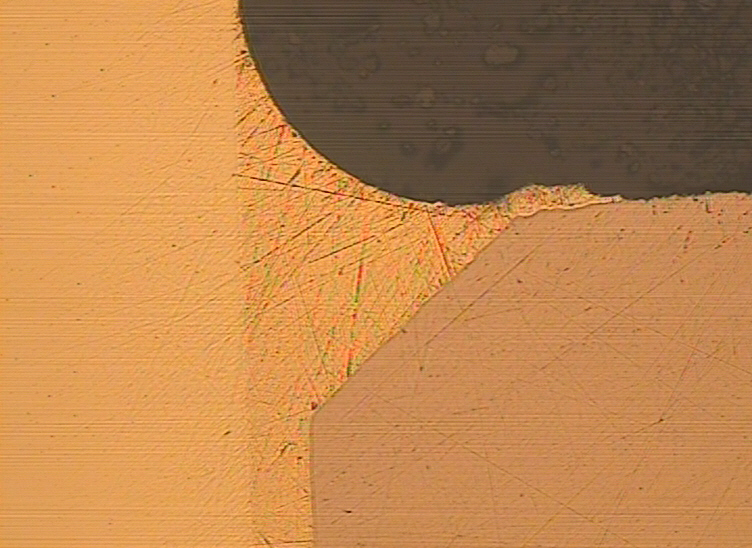
Brasage capillaire fort d’un tube en cuivre
Métal d’apport ou alliage de brasage
Les métaux d’apport utilisés pour la brasure de tubes en cuivre sont du type cuivre + phosphore (BCuP), cuivre + phosphore + argent (BAg), cuivre + zinc (BCuZn), cuivre + argent + zinc. Les alliages cuivre + phosphore sont auto-décapants.
Le phosphore élimine les oxydes formés lors du brasage. Le choix du métal d’apport est dicté par la température de fusion, les caractéristiques mécaniques et la compatibilité physico-chimiques.
Flux décapant de brasage
L’emploi d’un flux décapant est nécessaire dans la plupart des brasures. Ce décapant peut être éviter lors de l’utilisation de métal d’apport à base de cuivre et de phosphore. Son but est de dissoudre les oxydes qui se forment lors du brasage, de favoriser le mouillage et de protéger les surfaces. Les flux sont à base de borates de sodium ou de potassium, de fluorures et de chlorures.
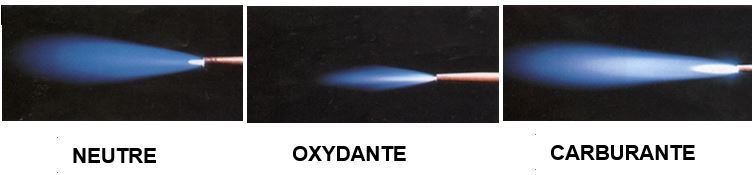
Flamme de chauffage
L’emploi d’un chalumeau avec un mélange gazeux type oxygène-acétylène ou oxygène-propane est nécessaire pour assurer la chauffe rapide de l’assemblage et le brasage. Le réglage de la flamme est neutre ou légèrement carburante.
Procédure de brasage capillaire fort d’un tube en cuivre
- Coupage précis et sans déformation du tube avec un coupe tube de qualité.
- Ébavurage soigné des extrémités du tube avec arrondi des arêtes avec un outil spécial.
- Nettoyage de la surface des joints à braser avec un tampon abrasif ou une toile émeri.
- Vérification du jeu d’emboîtement par montage à blanc du raccord sur le tube.
- Dégraissage des joints avec un solvant approprié.
- Ne plus manipuler les surfaces nettoyées avec les mains nues.
- Enduire la surface des joints à assembler avec le flux décapant adapté au métal d’apport à l’aide d’un pinceau.
- Éviter de faire pénétrer le flux décapant à l’intérieur du tube.
- Placer les tubes et raccords dans leur position définitive.
- Régler la flamme de votre chalumeau (flamme neutre ou légèrement carburante)
- Chauffer les parties à assembler de façon homogène en assurant un mouvement continuel de la flamme jusqu’à obtention de la température de liaison.
- Déplacer continuellement votre flamme sur la surface du joint pour ne pas endommager votre tube ou raccord par surchauffe.
- Observer les réactions du décapant pour connaître la température de liaison.
- Fondre une goutte de métal d’apport dans l’emboîture du raccord en tenant la flamme éloigné du métal d’apport.
- Étendre cette goutte dans le joint par un mouvement continu de la flamme.
- Le métal d’apport s’écoule facilement dans l’emboîtement par capillarité.
- Appliquer le métal d’apport jusqu’à obtention d’un joint totalement rempli.
- Laisser refroidir l’assemblage.
- Éliminer tous les résidus de décapant sur le joint brasé par un lavage à l’eau chaude pour éviter toute source de corrosion.
Sécurité lors du brasage
Une ventilation correcte du local est nécessaire lors de l’utilisation de flux à base de fluorures et de métaux contenant du zinc. Il ne faut pas respirer les vapeurs dégagées par le flux décapant pendant le brasage. Il faut éviter tout contact du flux avec la peau et les yeux. Le port de lunettes à verre teinté numéro 6 est recommandé.
Le danger majeur sur une installation de brasage est le retour de flamme. Il peut avoir différentes causes souvent dues à un mauvais état ou une mauvaise utilisation du matériel ou des gaz.
Protection de l’opérateur :
Il faut protéger les yeux et la peau.
L’opérateur doit toujours porter des gants.
Assurer l’aspiration des fumées (Voir les risques des fumées et des gaz induits par le soudage (consultantsoudage.com))
Pour l’environnement, interposer des écrans ou rideaux adaptés.
Conclusion
Le brasage fort est un opération qui nécessite une bonne connaissance des matériaux. La métallurgie et les traitements de surface sont des données fondamentales en brasage.
En tant qu’ingénieur en matériaux, plusieurs travaux ont été menés au cours de mon parcours professionnel. Je vous invite à vous connecter à mon site https://consultantsoudage.com.