Qu’est-ce-que le soudage TIG

Le soudage TIG a été inventé par HOBART au USA en 1924, puis importé en France par la SAF en 1948. Il a connu un essor considérable dans les années 70.
Dès le début du soudage, le but fut de créer une fusion des pièces à assembler avec un arc électrique.(1881) mais l’électrode amenant le courant était constituée de graphite (température de fusion ≈ 3700°C) dans la torche » brevetée par BERNADOS en 1887, ce qui entraînait des inclusions de graphite dans le métal fondu le rendant dur et fragile.
Désignation normalisée du soudage TIG
- Nomenclature : 141 (suivant ISO 4063).
- Désignation française :TIG (Tungstèn Inert Gas) soudage électrique à l’arc sous protection de gaz inerte avec électrode réfractaire.
- Désignation américaine : GTAW (Gas Tungsten Arc Welding)
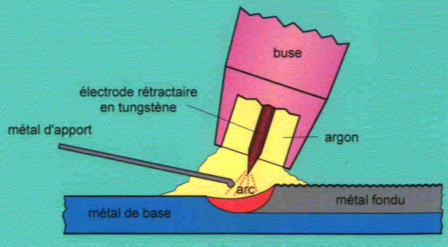
Principe du soudage TIG
Le soudage TIG fait parti de la famille des procédés arcs. Il faut s’avoir qu’un arc est une décharge électrique établie et entretenue dans un gaz entre deux électrodes reliées aux pôles d’un générateur et dégageant lumière et chaleur. Il forme une colonne ionisée conductrice qui répond à des lois physiques essentiellement (Electrique, thermique).
Aussi, l’arc de soudage est un arc court entre une électrode, formant l’outil, et les pièces à souder portées localement à la température de fusion. Les phénomènes de transfert de métal qui s’instaurent naturellement et simultanément de l’électrode, lorsqu’elle est fusible, à la pièce, formant un dépôt continu se diluant avec les bords à souder pour constituer après refroidissement la liaison métallique recherchée. Pour le procédé TIG où l’électrode est réfractaire, il n’y a évidemment pas de transfert de métal électrode-pièce. Cependant, l’apport éventuel de métal est possible soit en manuel soit intégré à la torche.
L’arc est donc la source de chaleur extérieure produisant, localement sur la pièce et indépendamment du transfert de métal, un flux de chaleur d’allure globalement gaussienne et de valeur suffisante pour obtenir un gradient conduisant à la fusion et à la formation du cordon de soudure.
De plus, la protection du bain est assuré par un gaz inerte sortant de la buse et enveloppant le métal fondu jusqu’à sa solidification complète. Le débit du gaz doit être contrôlé afin d’assurer sa fonction protecteur.
Installation de soudage TIG

Une installation type comprend :
• Une source de courant (générateur) débitant du courant continu et/ou du courant alternatif avec son câble primaire. Il faut préciser les options souhaitées : post/pré gaz, évanouissement, hot-start, pulsations etc…
- Système de refroidissement par eau
- Câble de masse avec pince.
- Torche TIG , préciser longueur , intensité admissible et si refroidie ou non par eau.
- Commande à distance des différents réglages.
- Détendeur / débitmètre pour argon / hélium. ( gradué de 0 à 15l/mn).
- Paire de gants adaptée aux travaux à réaliser.
- Cagoule pour le soudeur avec verres adaptés.
En fonction des applications, il est possible de travailler suivant trois régimes électriques différents (Courant alternatif, courant continu ou redressé, courant pulsé).
Composition d’une Torche TIG

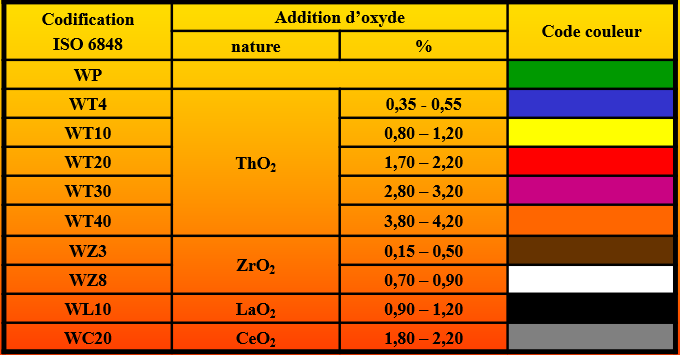
Les électrodes réfractaires
En fonction du travail à effectuer, il faudra utiliser l’électrode dont la nature sera le mieux adaptée au type de courant employé. Certaines substances, ajoutées au tungstène lors de l’élaboration des électrodes, renforcent l’émission électronique.
En courant continu les électrodes sont taillées ou affûtées afin d’obtenir un arc plus directif et plus stable. Le cône de l’arc ainsi obtenu sera fonction de l’angle d’affûtage de l’électrode. La préparation géométrique de la pointe de l’électrode réfractaire est une variable importante. Une meule à grain fin avec récupération de poussière permet d’affûter les électrodes. De plus, l’affûtage de l’électrode est réalisé par un cône avec un angle compris entre 30 et 60 degrés. Les stries d’usinage ou de meulage doivent être dans le sens longitudinal de l’électrode. Hauteur de la pointe 1 à 3 fois le diamètre de l’électrode
Guide de choix du procédé de soudage TIG
Ce procédé permet de souder tous les matériaux y compris les plus difficiles (Titane, Zirconium). Il s’utilise seul pour souder les épaisseurs de 0,5 à 8 mm. Avec des passe de fond, il est possible de souder des épaisseurs plus importantes.
Avantage du procédé de soudage TIG
- Arc très doux.
- Fusion et apport du métal séparé.
- Possibles sur tous les métaux.
- Travail en position.
- Faciles à piloter avec des faibles énergies.
- Dépôt de très grande qualité.
- Vitesse de refroidissement faible.
Inconvénient du procédé de soudage TIG
- Taux de dépôt très faible.
- Limité aux faibles épaisseurs.
- Engendre des déformations.
- Le HF peut causer des perturbations radioélectriques (robot)
Ce qu’il faut retenir du soudage TIG
Le soudage TIG est un procédé de soudage facile à mettre en œuvre comparé au soudage FE par exemple. Il nécessite, comme tout procédé de soudage du personnel qualifié. Le réglage des paramètres de soudage sont du ressort de l’opérateur et dépendent des conditions de soudage (Epaisseur, matériaux à souder, position de soudage,…). Cependant, la soudure qualifiée, le soudeur n’a plus possibilité de modifier les paramètres de soudage (Sauf dans les tolérances définies dans le DEMOS).
En tant qu’expert soudeur (Ingénieur et inspecteur international de soudage), je suis à votre disposition pour vous aider à résoudre tout problème lié au soudage et à qualifier soudeurs ou soudures (DEMOS et QMOS). Mon site https://consultantsoudage.com, vous permettra d’avoir un plus grand aperçu de mes formations, expériences et prestations.
Pouvez vous me donner des réponses à ma question ? merci
C’est fait !
Bonjour,
Que veut dire le code de la position en soudure MAG : AP , FA et FB ?
En vous remerciant
Bonjour,
Désolé pour le délai de réponse (Je n’ai pas vu message). Pour les prochaines fois merci de me transmettre vos demandes directement par mail.
Pour ce qui est des positions de soudage (quelque soit le procédé) :
NF EN ISO 6947
FW étant une soudure d’angle.
Cordialement